At GEP ECOTECH, We Specialize in Crafting Recycling Solutions Tailored to Your Specific Requirements. Our Focus is on Delivering Reliable and Robust Solutions that Empower you to Enhance Recycling Rates, Minimize Energy Usage, Reduce Environmental Impact, Mitigate Safety Risks, and Contribute to a More Sustainable World.
View All Solutions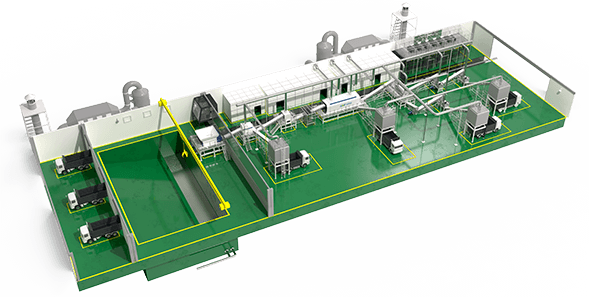
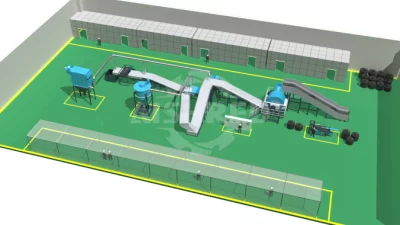
GEP ECOTECH Manufactures Shredders, Crushers, Granulators, Screening and Additional Equipment Designed for Solid Waste Reduction, Recycling, Recovery and Destruction.
View All Products























GEP ECOTECH Operates on a Global Level, Assisting Clients in Conceptualizing Solutions, Tailoring Equipment, and Delivering All-encompassing Post-sales Support.
From pre-sales consultation to post-sales maintenance, we provide thorough support for you. We work closely, deeply understand your needs, and tailor solutions accordingly.
Our global team of engineers is ready to be deployed, providing on-site guidance for equipment installation and setup, ensuring smooth progress at all times.
During critical moments, we respond promptly to ensure continuous efficient operation of your equipment, as well as providing immediate assistance in unexpected situations.
Our relationship extends beyond a single transaction. We offer sustained post-sales support, providing original parts and maintenance services for your equipment, ensuring long-term success.